
























CNC İşleme İşlemenin Gerçek Soruları

Hassas işleme, herhangi bir üretim sürecini bir sonraki seviyeye taşıyabilir. Operasyonel verimlilik açısından harikalar yaratabilir, geri dönüş süresini en aza indirebilir ve üretim maliyetini azaltabilir. Bunu, 15 yıllık deneyime sahip Çin'in büyük CNC Tornalama ve Frezeleme bileşenleri üreticilerinden birinden daha iyi kim bilebilir? BMT o zamandan beri endüstriler için olağanüstü hassas parçalar sağlıyor.
Mekanik işleme titreşiminin önlenmesi ve kontrolü:
İşleme titreşimi üreten koşulları ortadan kaldırmak veya zayıflatmak için; Çeşitli titreşim sönümleme cihazları kullanarak proses sisteminin stabilitesini iyileştirmek için proses sisteminin dinamik özelliklerini geliştirmek
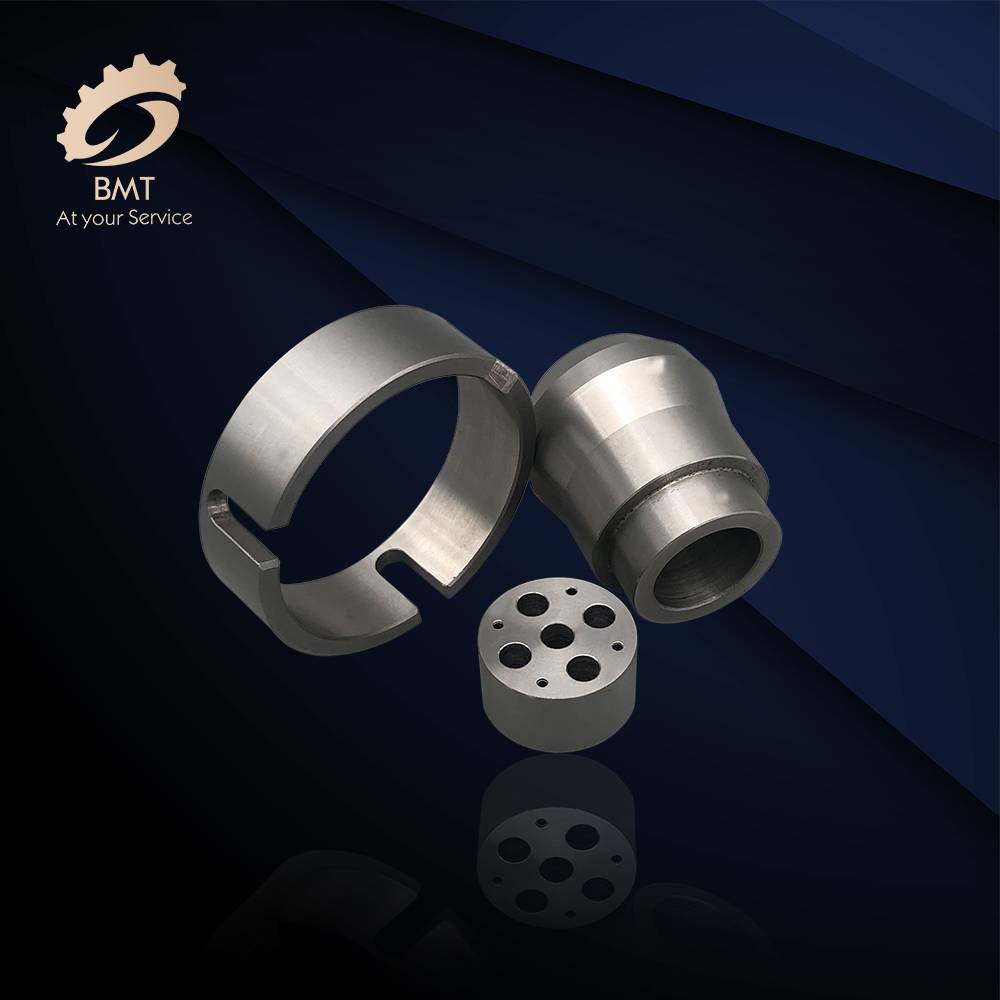
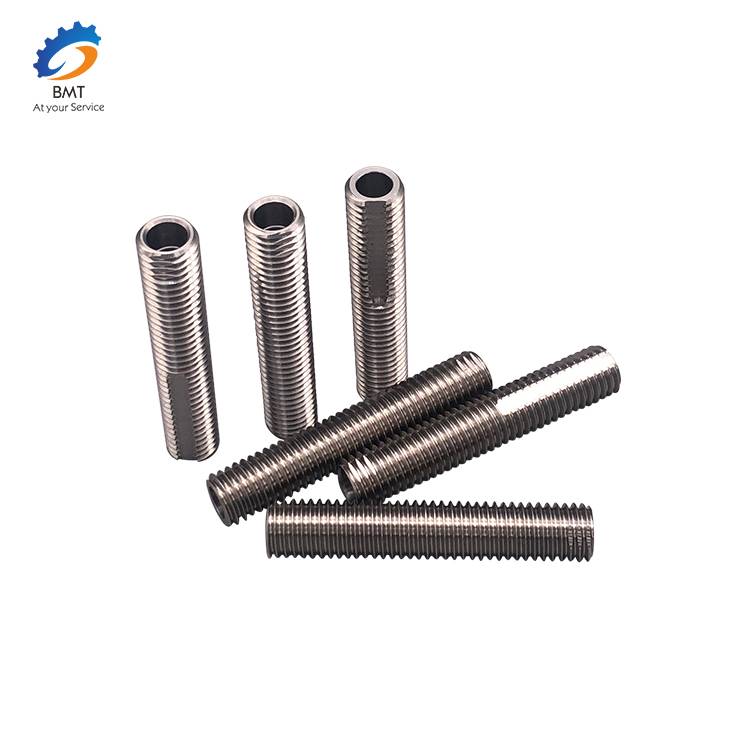
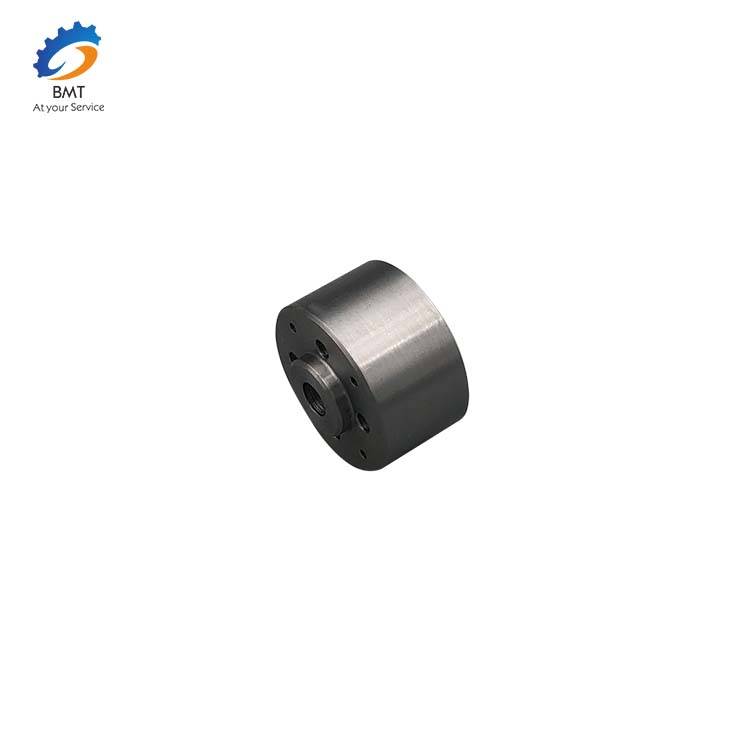
Ürün Açıklaması










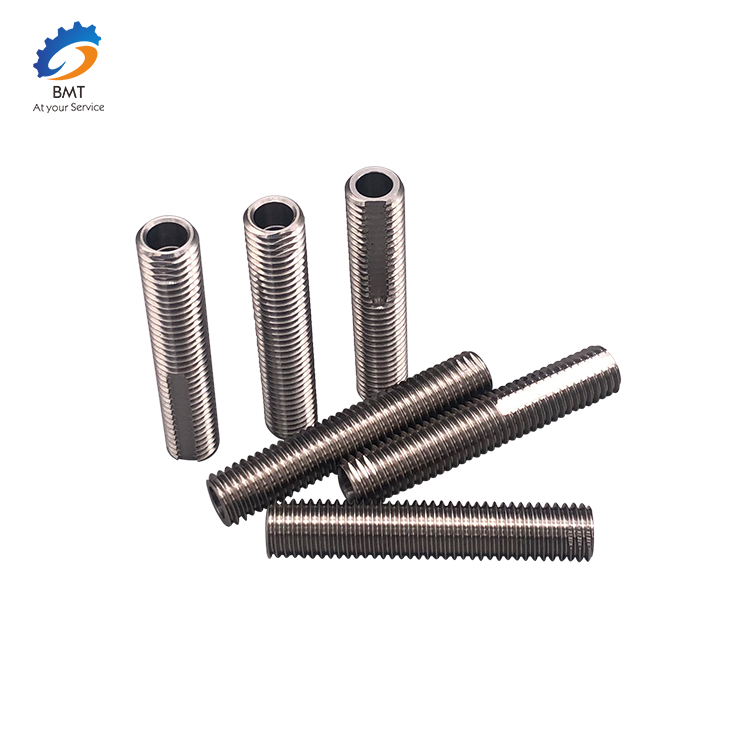








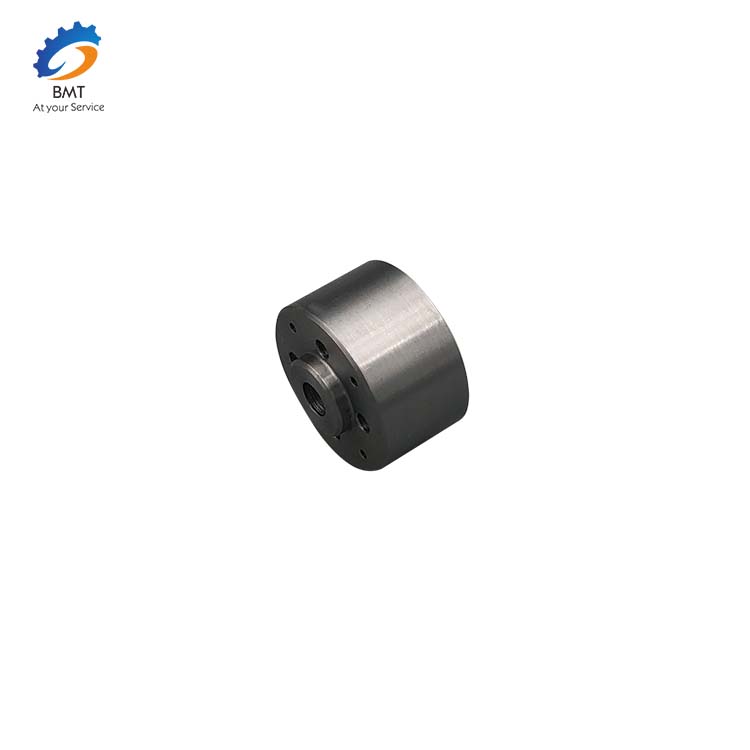





Neden CNC İşlenmiş Parçalarımızı Seçmelisiniz?


Kaba kıyaslama seçim ilkesi? Hassas kıyaslama seçimi ilkesi?
Ham kıyaslama:
1. Karşılıklı pozisyon gereklerinin sağlanması ilkesi;
2. İşleme yüzeyinin işleme ödeneğinin makul dağılımını sağlama ilkesi;
3. Uygun iş parçası sıkıştırma prensibi;
4. Genel olarak kaba verilerin tekrar kullanılmaması ilkesi
İnce kriter:
1. Veri örtüşmesi ilkesi;
2. Birleşik kıyaslama ilkesi;
3. Karşılıklı kıyaslama ilkesi;
4. Kendi kendine hizmet eden kıyaslama ilkesi;
5. Kolay kelepçelenme prensibi.


Süreç sırasının ilkeleri nelerdir?
a) Önce veri seviyesini işleyin, ardından diğer yüzeyleri işleyin;
b) Vakaların yarısında önce yüzey işlenir, ardından delik işlenir;
c) Önce ana yüzey işlenir, ikincil yüzey daha sonra işlenir;
d) Önce kaba işleme işlemini, ardından bitirme işlemini düzenleyin.
İşleme aşaması nasıl bölünür? İşleme aşamalarını bölmenin faydaları nelerdir?
İşleme aşaması bölümü:
1) Kaba işleme aşaması
2) Yarı bitirme aşaması
3) Bitirme aşaması
4) Hassas bitirme aşaması

Sonraki işlemenin doğruluğunu artırmak amacıyla, kaba işlemenin neden olduğu termal deformasyonu ve artık gerilimi ortadan kaldırmak için yeterli süreyi sağlayabilir. Ayrıca, israfı önlemek için kaba işleme aşamasında bulunan boş kusurların bir sonraki işlem aşamasında işlenmesine gerek yoktur. Buna ek olarak, hassas takım tezgahlarının hassasiyet seviyesini korumak için ekipmanın makul kullanımı, kaba işleme için düşük hassasiyetli takım tezgahları, bitirme için hassas takım tezgahları; İnsan kaynaklarının makul şekilde düzenlenmesi, ürünlerin kalitesini sağlamak için çok önemli olan hassas ultra hassas işleme konusunda uzmanlaşmış yüksek teknoloji çalışanları, teknoloji seviyesini artırır.