

Hassas İşleme Üreticiniz
HASSAS İŞLEME
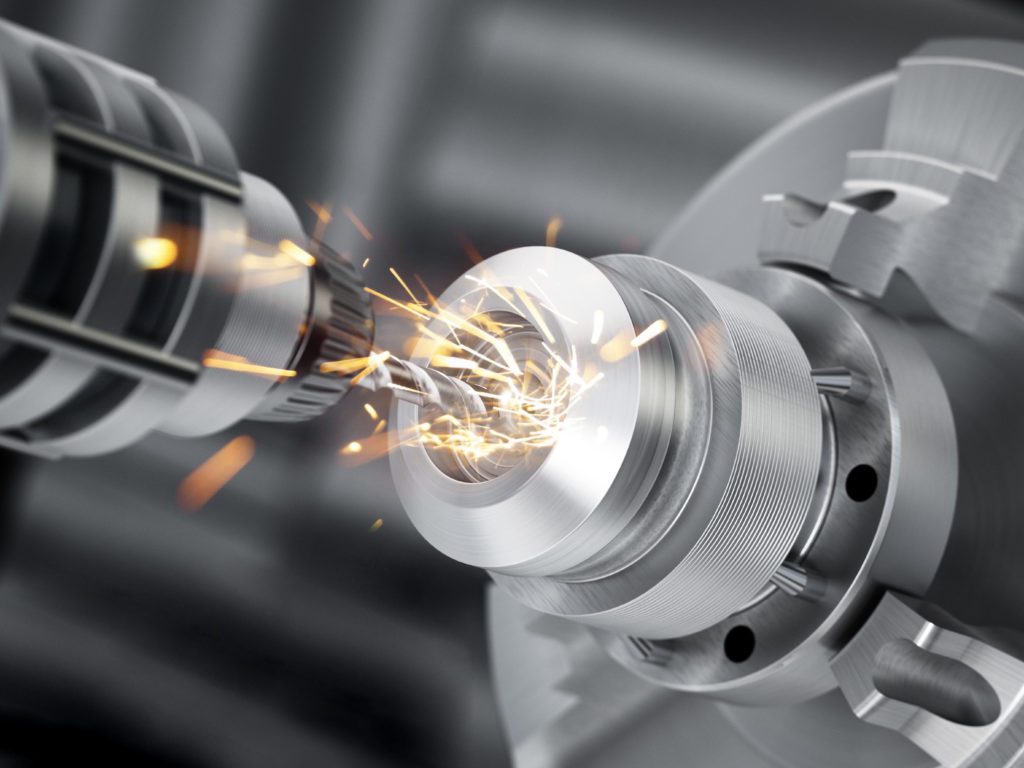
Hassas işleme, iş parçasının şeklinin veya performansının işleme makineleri tarafından değiştirildiği bir işlemdir. İşlenecek iş parçasının sıcaklık durumuna göre soğuk işleme ve sıcak işleme ayrılır. Normalde oda sıcaklığında yapılan ve iş parçasında kimyasal veya faz değişikliğine neden olmayan işleme soğuk işlem denir. Genel olarak normal sıcaklıktan daha yüksek veya daha düşük sıcaklıkta işlem yapılması iş parçasında kimyasal veya faz değişimine neden olur ki buna ısıl işlem denir. Soğuk işleme, işleme yöntemlerindeki farklılığa göre kesme işlemine ve basınç işlemine ayrılabilir. Isıl işlem genellikle ısıl işlemi, dövmeyi, dökümü ve kaynağı içerir.

Oto parça işleme, oto parça işleme ve oto parçalarının işlenmesine hizmet eden ürünlerin tamamını oluşturan birimdir. Otomobil sektörünün temeli olan otomobil parçaları, otomobil sektörünün sürdürülebilir ve sağlıklı gelişimini desteklemek için gerekli faktörlerdir. Özellikle otomotiv endüstrisinde güçlü ve tüm hızıyla yürütülen mevcut bağımsız gelişme ve yenilik, bunu destekleyecek güçlü bir parça sistemini gerektirmektedir. Araçtan bağımsız markalar ve teknolojik yenilik, temel olarak parça ve bileşenler gerektirir ve parça ve bileşenlerin bağımsız yeniliği, araç endüstrisinin gelişimi için güçlü bir itici güce sahiptir. Birbirlerini etkiler ve etkileşime girerler. Komple araçların bağımsız bir markası ve güçlü bir parça sistemi yoktur. Şirketin Ar-Ge ve inovasyon yeteneklerinin patlaması zordur ve güçlü bir bileşen sisteminin desteği olmadan bağımsız markaların büyüyüp güçlenmesi zor olacaktır.
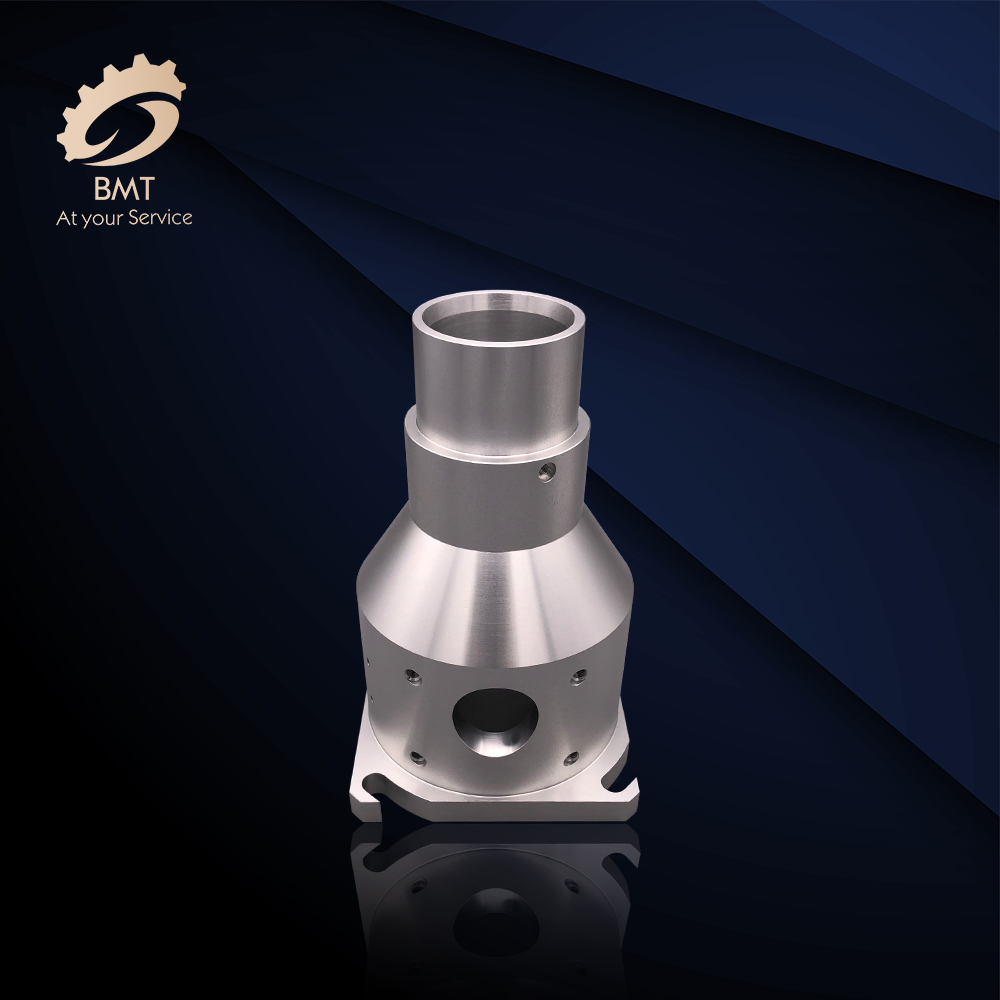
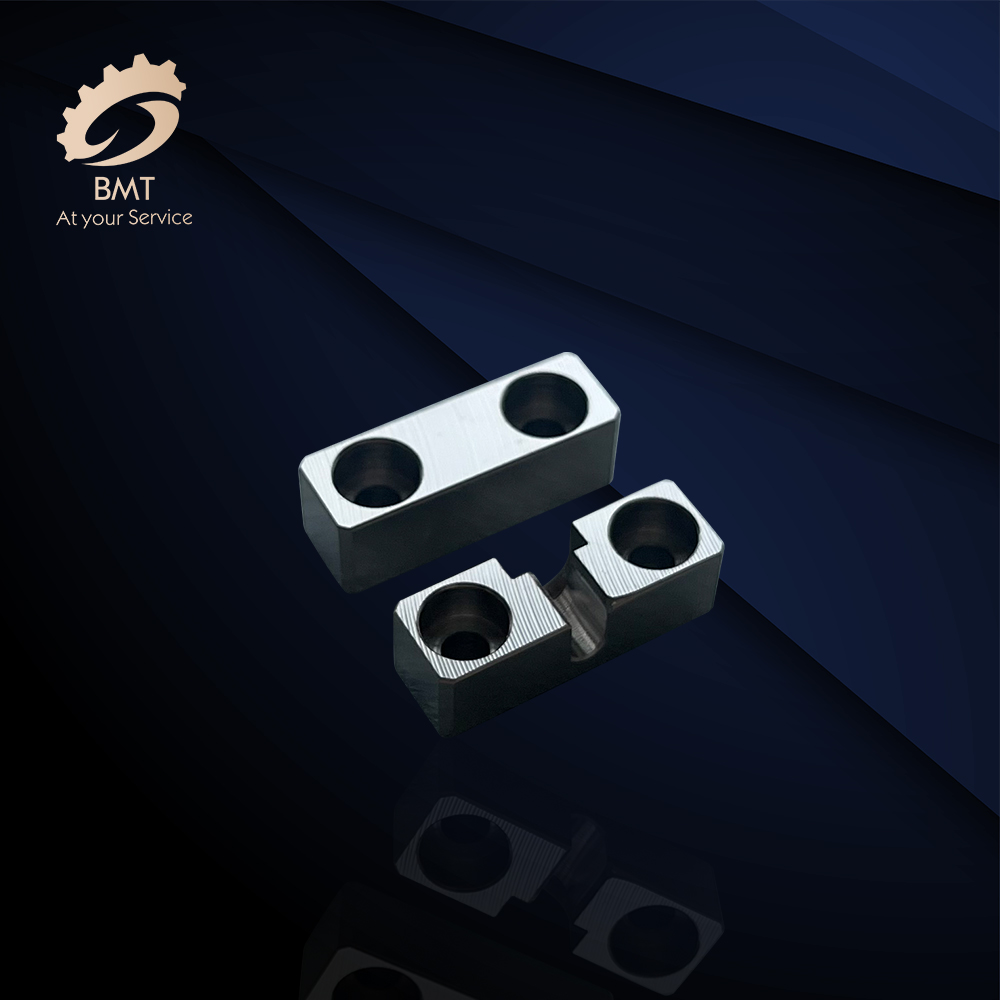
Parçalar, makinelerde ayrılamayan ayrı parçaları ifade eder. Makinenin temel bileşenleri ve makine imalat sürecindeki temel birimdirler. Üretim süreci genellikle bir montaj işlemi gerektirmez. Manşonlar, burçlar, somunlar, krank milleri, bıçaklar, dişliler, kamlar, biyel kolu gövdeleri, biyel kolu kafaları vb. gibi. Hassas işlememiz için işleme çok sıkıdır ve işleme prosedürleri içeri ve dışarı kesmeyi içerir. Boyut ve doğruluk için 1 mm artı veya eksi mikrometre vb. gibi özel gereksinimler vardır. Boyut çok büyükse israf olur. Şu anda bu, yeniden işlemeye eşdeğerdir, zaman alıcı ve zahmetlidir ve hatta bazen işlenen malzemenin tamamı hurdaya çıkarılır. Bu durum hem maliyet artışına neden oldu hem de parçalar kesinlikle kullanılamaz hale geldi.
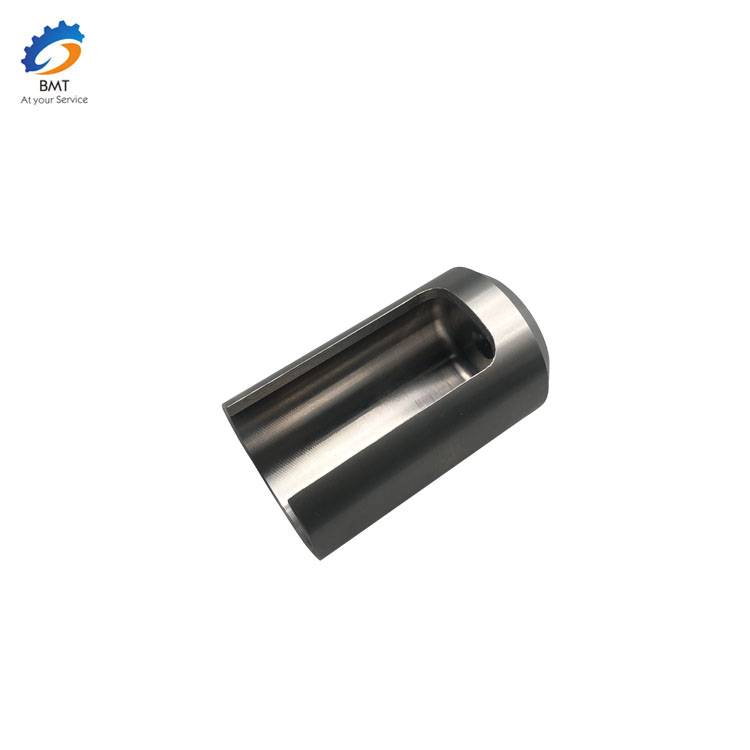
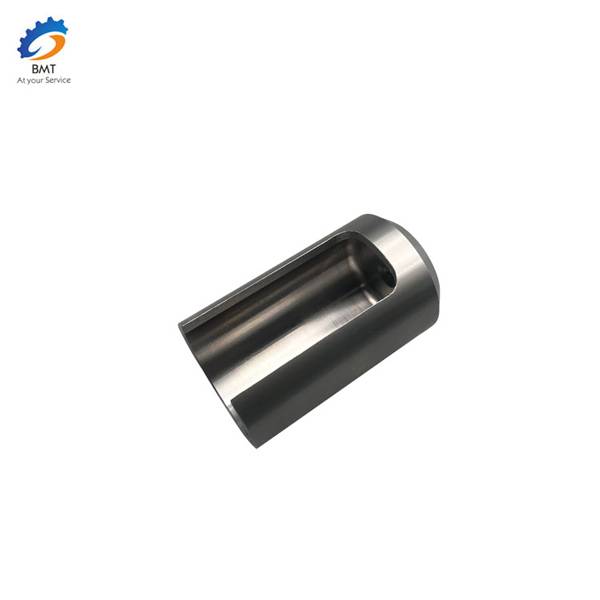
Küçük R açılı bazı boşluklar gibi bazı yaygın ekipmanlar kalıp işlemeyi tamamlayamaz; elektrotlar elektrik darbesi ile işlenir. Bunlar genellikle bakır veya grafitten yapılır. Kalıp imalat teknolojisinin hızlı gelişimi, modern imalat teknolojisinin önemli bir parçası haline gelmiştir. Modern kalıp üretim teknolojisi, bilgi akışını hızlandırma, üretim esnekliğini artırma, çevik üretim ve sistem entegrasyonu yönünde gelişiyor. Bu özellikle kalıbın CAD/CAM teknolojisinde, kalıbın lazer hızlı prototipleme teknolojisinde, kalıbın hassas şekillendirme teknolojisinde ve kalıbın ultra hassas işleme teknolojisinde kendini göstermektedir. Kalıp tasarımında akış, soğutma ve ısı transferi işlemlerini gerçekleştirmek için sonlu elemanlar yöntemi ve sınır elemanları yöntemi kullanılmaktadır. Dinamik simülasyon teknolojisi, kalıp CIMS teknolojisi, kalıp DNM teknolojisi ve sayısal kontrol teknolojisi gibi ileri imalat teknolojileri geliştirilmiştir.