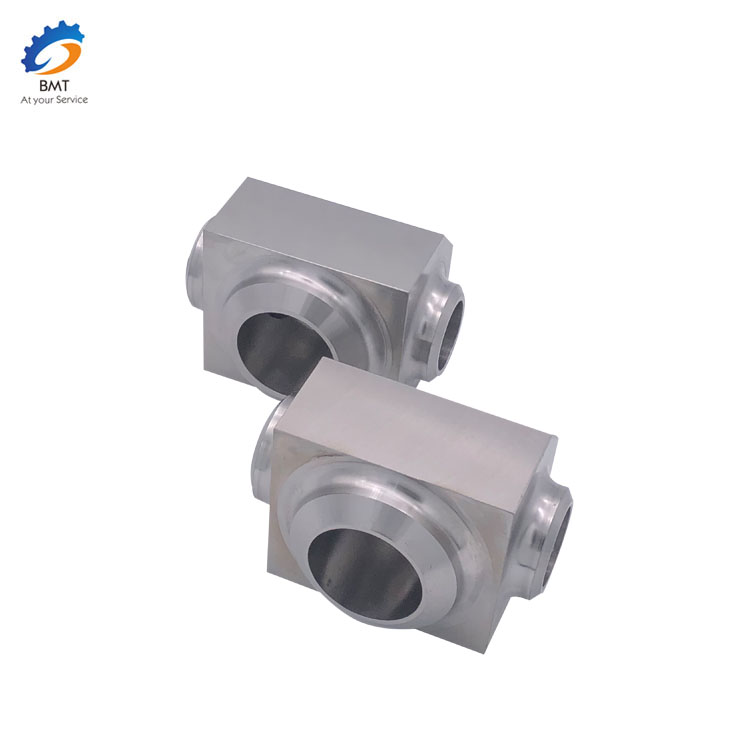
CNC Otomobil Parçaları Profesyonel Üreticisi
BMT hassas işleme, standart dışı parça işleme, CNC toplu parça işleme, sayısal kontrollü araba parçaları işleme, yüksek hassasiyetli parça işlemede toplu titanyum alaşımı, şaft parçaları işleme, yarı iletken ekipman parçaları işleme vb. konularında uzmanlaşmıştır ve donanımlı, zengin deneyime sahiptir. CNC işleme merkezi, CNC torna tezgahları, tel kesme, freze makinesi, taşlama makinesi, oymalı, üç koordinatlı ölçüm cihazı, yükseklik ölçüm cihazı ve diğer yüksek hassasiyetli üretim ve tespit ekipmanları ile.

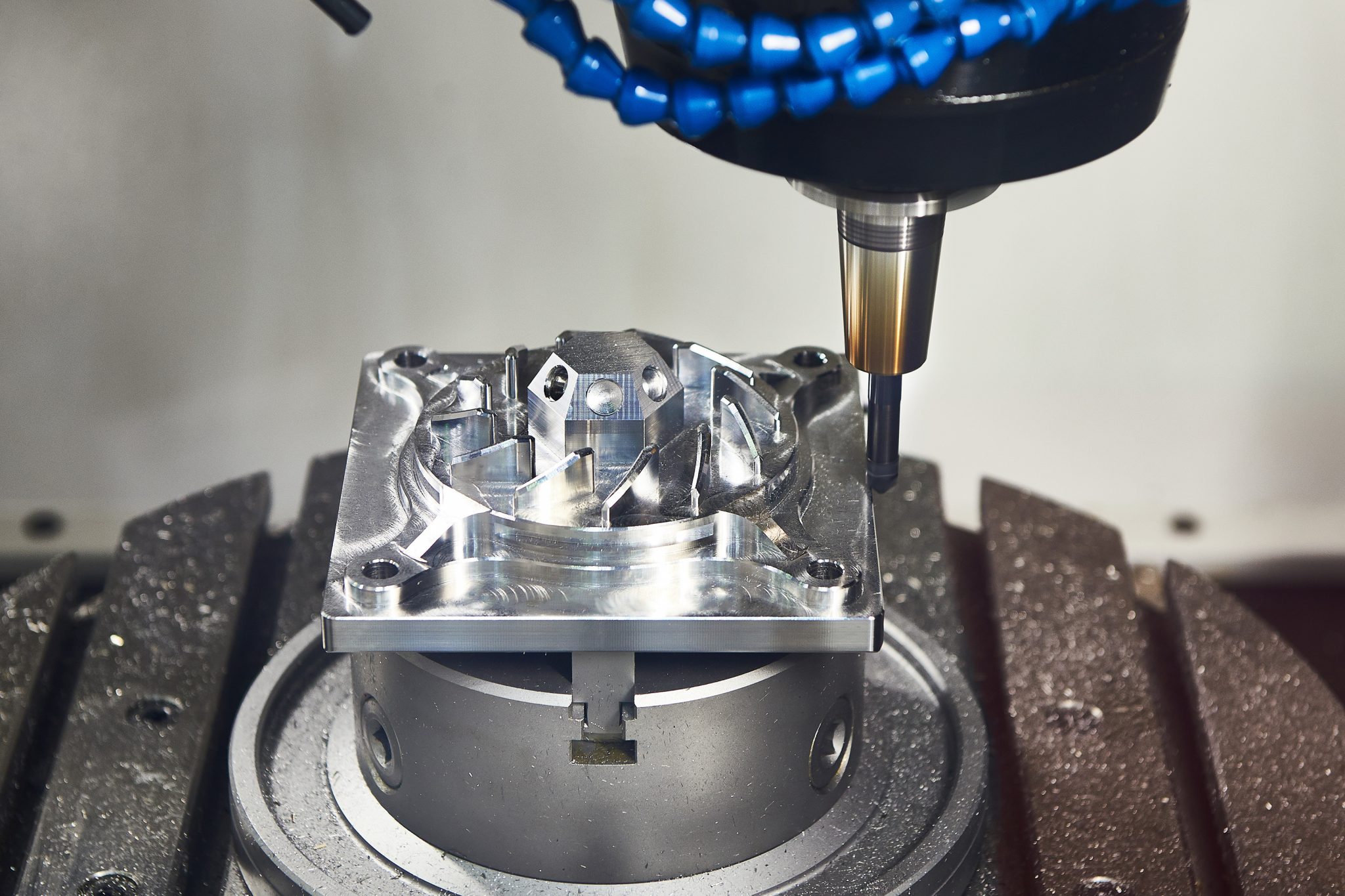
1. İşleme çizimlerini analiz edin ve işleme sürecini belirleyin
Müşteri tarafından sağlanan işleme çizimlerine göre proses personeli, parçaların şeklini, boyutsal doğruluğunu, yüzey pürüzlülüğünü, iş parçası malzemesini, ham tipini ve ısıl işlem durumunu analiz edebilir ve ardından takım tezgahını, takımı seçebilir ve konumlandırma kelepçesini belirleyebilir. cihaz, işleme yöntemi, işlem sırası ve kesme dozajının boyutu. İşleme sürecini belirleme sürecinde, CNC takım tezgahının komut fonksiyonu tam olarak dikkate alınmalı, takım tezgahının verimliliğine tam anlamıyla yer verilmeli, böylece işleme rotası makul, daha az bıçak zamanı ve kısa işlem süresi olmalıdır.

2. Takım yolu yolunun koordinat değerini makul bir şekilde hesaplayın
İşleme parçasının geometrik boyutuna ve ayarlanan programlama koordinat sistemine göre kesici rota merkezinin hareket yolu hesaplanır ve kesici konumuna ilişkin tüm veriler elde edilir. Genel CNC sistemi, çizgi ve yay kontur işleme parçaları gibi nispeten basit düzlemsel şekilli parçalar için doğrusal enterpolasyon ve dairesel enterpolasyon işlevine sahiptir, yalnızca başlangıç noktası ve bitiş noktasının geometrik elemanlarını, dairenin dairesel yayını hesaplamaya ihtiyaç duyar ( veya dairesel yay yarıçapı), iki geometrik elemanın kesişme noktası veya teğet noktası koordinat değerleri. Eğer nc sistemi takım telafi fonksiyonuna sahip değilse takım merkezi yörünge koordinat değeri hesaplanmalıdır. Karmaşık şekle sahip parçalar için (dairesel olmayan eğri ve yüzeyden oluşan parçalar gibi), gerçek eğriye veya yüzeye yaklaşmak için düz çizgi parçasını (veya yay parçasını) kullanmak ve bunun koordinat değerini hesaplamak gerekir. gerekli işleme doğruluğuna göre düğümler.
3. Parçalar için CNC işleme programını yazın
Takım yolu verilerini hesaplamak için bıçak rotası bölümlerine ve proses parametreleri belirlenmiş ve yardımcı eyleme göre, programlama personeli, fonksiyonel talimatlarda ve program formatında belirtilen SAYISAL kontrol sisteminin kullanımına uygun olarak bölüm bölüm yapılabilir. İşleme programının bölümlerinin yazıldığı bölüm. Şunlara dikkat edilmelidir: Birincisi, program yazımının standardizasyonunun ifade edilmesi ve iletilmesi kolay olmalıdır; İkincisi, CNC takım tezgahının kullanımında tam aşinalık temelinde performans ve talimatlar, becerilerin kullanımıyla ilgili talimatlar, programlama becerileri.






